

В любой части России необходимо в особое время отапливать квартиру. Любой здравомыслящий житель желает ознакомиться: как модернизировать систему обогрева квартиры. Трудно вообразить существование жителя в России без отопления дома. Каждый знает, что топливо для обогрева постоянно становится дороже. На интернет портале собрано большое количество отопительных систем коттеджа, применяющих совершенно уникальные способы извлечения обогрева. Каждую систему обогрева можно использовать комбинационно или самостоятельно.
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб




По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.

Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение




Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Источник: http://stroimdelaem.ru/pajka-polipropilenovyx-trub/
Содержание
Каждый человек, берясь за обустройство собственного жилища, старается любые работы сделать по высшему разряду. Проблемы могут поджидать за каждым углом. Например, та же самая пайка медных труб. Ее можно сделать самостоятельно – или же довериться профессионалам. Конечный выбор – за владельцем дома – и он будет зависеть как от финансовых возможностей, так и личных соображений.
Техника соединения медных труб
Технические параметры
Стоит сделать акцент на том, что мысли о неподъемно высокой цене медных трубопроводов для обычных домовладельцев есть ничем иным, как мифом. Можно согласиться с тем, что такой вид коммуникации не принадлежит к числу бюджетных по сравнению с ПВХ трубами. Но если оценивать по другим характеристикам – все преимущества могут быть на стороне медных труб.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
Технология пайки медных труб имеет некоторые аспекты, которые нужно учесть, выполняя ремонтные работы. В большинстве случаев используются трубы с резьбой 3/8 или ¾ в диаметре. Номинальный размер в любом варианте будет на 3,2 мм меньше величины наружного диаметра. В ходе работ могут быть использованы трубы, стенки которых будут иметь разную толщину – все это будет обозначено соответствующими индексами (К, L, М).
Пайка медных труб своими руками – реальный факт, который уже не единожды был воплощен в жизнь. Во время ремонтных работ в роли помощника можно использовать видео, на которых подробным образом все показано.
Также вам понадобятся инструменты, которые с легкостью могут быть обнаружены в собственных запасах. Ну, на самый крайний случай – по оборудование нужно будет сходить в ближайший магазин сантехники. Для правильной пайки труб своими руками нужно подготовить такие инструменты:
- Припой – может быть сделан с проволоки или прута. Температура его плавления ниже, чем у меди. Это позволяет использовать его для соединений медных труб путем нагревания.
- Стальная щетка – с ее помощью трубы очищают снаружи, а фитинги – изнутри. Это делают непосредственно перед пайкой, например – с помощью газа. Альтернативным вариантом может быть использование мелкозернистой шлифовальной шкурки.
- Паяльный флюс – с его помощью покрывают медные трубы и фитинги во время процесса подготовки.
- Кисть – для нанесения специальной пасты.
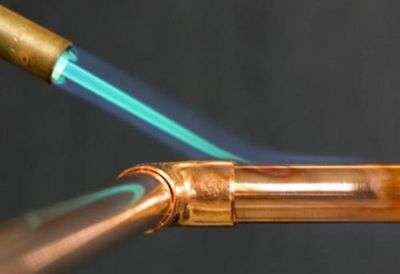
- Пропановая горелка – для нагрева фитингов и труб в процессе соединения с помощью газа.
- Медные трубы.
- Фитинги.
Инструменты и материалы
Из всего перечисленного выше списка самый важный предмет – это газовая горелка. На современном рынке предложены самые разнообразные варианты. Работа будет проходить отлично, если под рукой будет, например, недорогая польская горелка с пьезоподжигом. Покупка брендовой модели, несмотря на ее цену, будет большой ошибкой. Чтобы сделать правильный выбор – ознакомьтесь со специальными тематическими видео, коими просто кишит Интернет.
Припой для пайки
Он бывает двух видов – твердый и мягкий. Первый изготавливается в виде профильных стержней. С его помощью пайка осуществляется при температуре 900 градусов и дает прочное соединение, которое способно выдержать высокие давление и температуру. Его используют для соединения труб в системах централизованной подачи газа, воды и отопления.
Мягкий припой выглядит как проволока с диаметром 2-3 мм, и цена соответствует качеству. Его используют во время соединения водопроводных труб с помощью низкотемпературной пайки в бытовых условиях. Такой припой может быть изготовлен из свинца, олова с добавками серебра и других элементов. Их составы можно узнать из информационных постов.

Мягкий припой
Флюсы
Флюсы также могут быть разными – низкотемпературными (до 450 градусов) и высокотемпературными (свыше 450 градусов). Они предназначены для:
- очистки поверхности медных труб от окислов;
- защиты места спайки от кислорода, который находится в воздухе;
- улучшения растекания припоя;
- улучшенного сцепления металла и припоя.
Фитинги
Это элементы для поворотов, отводов труб или переходов на резьбу. Они имеют стандартный диаметр раструба с соблюдением определенного зазора для каждого диаметра трубы. Фитинги имеют сравнительно высокую цену. Обычно, там, где можно, обходятся без них, обрабатывая места соединений труборасширителями.
Последовательность действий при пайке с помощью мягкого припоя
Щеткой зачищают внутреннюю часть соединения (будь то фитинг или медная труба). Потом с помощью шкурки до красивого медного блеска приводят внешнюю поверхность. Кисточкой наносят флюс-пасту и внутрь, и наружу. Затем части соединяют друг с другом.
Следующим этапом будут работы с открытым огнем. Все внимание нужно уделить технике безопасности, с правилами которой можно ознакомиться на инструкции к газовой горелке. Поджигается горелка, и ею нагревают место соединения. Припоем проводят полностью по периметру соединения. При работе с оловянным припоем можно обработать и половину периметра. Олово способно впитываться внутрь соединения.

Для работы применяется только высокотемпературная пайка
Перед пайкой медных труб нужно вспомнить о том, что температура пламени горелки способна достигать показателя в 1000 градусов. Это можно прочитать в инструкции или узнать из видео. Очень важно не передерживать соединение в эпицентре пламени. Для разогрева будет достаточно даже 15-20 секунд.
Нельзя забывать о защите элементов от жары в месте выполнения спайки. Особенный акцент нужно сделать на удалении легковоспламеняющихся предметов и жидкостей из зоны работы.
Правила техники безопасности
При выполнении паяльных работ нужно строго придерживаться норм техники безопасности. Работы ведутся с использованием высоких температур и химических веществ, которые при расщеплении могут дать токсичные пары.
Поэтому необходимо:
- Использовать защитные перчатки для предохранения рук от ожогов.
- До проверки паяного соединения убедиться в том, что оно остыло. Трубы нагреваются при очень высоких температурах и остывают медленно.
- Все работы нужно выполнять в хорошо проветриваемых помещениях.
- При использовании в процессе пайки сильных кислот или щелочей нужно надевать кислотостойкую одежду и резиновые перчатки, которые способны выдержать их.
В любом деле нужно придерживаться определенных правил, в том числе и по технике безопасности. Пренебрежение к ним может навредить здоровью. И тогда занятие нескольких минут может стоять годы жизни. И помните, дело мастера боится. Делайте все не спеша, обдуманно и результат превзойдет самые смелые ожидания.
Источник: http://klivent.net/sistemy-otopleniya/pajka-mednyx-trub.html
 Система отопления в доме — очень важный элемент, ведь с ее помощью в доме поддерживается теплая, комфортная температура в холодное время года. Для того чтобы сделать отопительную систему самостоятельно, понадобится много желания, материалы, инструменты и знания, в частности вам потребуется знать, как правильно спаять трубы. Предлагаем вам подробнее рассмотреть основные этапы самостоятельной пайки полипропиленовых труб.
Система отопления в доме — очень важный элемент, ведь с ее помощью в доме поддерживается теплая, комфортная температура в холодное время года. Для того чтобы сделать отопительную систему самостоятельно, понадобится много желания, материалы, инструменты и знания, в частности вам потребуется знать, как правильно спаять трубы. Предлагаем вам подробнее рассмотреть основные этапы самостоятельной пайки полипропиленовых труб.
Содержание
Система отопления с полипропиленовыми трубами
Полипропиленовые трубы все больше вытесняют из строительного рынка стальные. Дело в том, что они обладают огромным количеством преимуществ и не имеют недостатков стальных.
К преимуществам полипропиленовых труб относятся:
 долговечность;
долговечность;- устойчивость к высоким температурам;
- не подверженность к коррозии, ржавчине, отложений извести, грязи;
- сохранение химических и механических свойств;
- высокая пропускная способность;
- возможность соединить полипропиленовые трубы с трубами из других материалов при помощи переходов и фитингов;
- небольшой вес;
- легкость диффузной сварки, которую можно сделать самостоятельно;
- возможность применять трубы в отопительных системах.
Материалы и инструменты
Для отопительной системы с использованием пропиленовых труб понадобится:
- пропиленовые трубы;
- фитинги;
- электросварочный аппарат;
- паяльные насадки;
- карандаш;
- маркер;
- рулетка на 2−3 метра;
- ножницы для разрезания труб;
- зачистка.
Перед тем как приступить к работе с трубами, следует немного потренироваться. чтобы избежать неприятных и непредвиденных ситуаций, когда из-за одной маленькой ошибки, придется все переделывать по-новому.
Для тренировки, можно купить несколько дешевых уголков. труб, фитингов и муфт, чтобы не жалко было испортить.
Пайка (сварка) полипропиленовых труб
 Для того чтобы сварить конструкции из пропиленовых труб, необходимо учитывать их диаметр. Если диаметр трубы не больше 63 мм, то можно применять муфтовую или раструбную сварку. Две трубы соединяются между собой с помощью муфты, а стыковые и резьбовые узлы делаются с использованием фитингов, которые имеют раструб.
Для того чтобы сварить конструкции из пропиленовых труб, необходимо учитывать их диаметр. Если диаметр трубы не больше 63 мм, то можно применять муфтовую или раструбную сварку. Две трубы соединяются между собой с помощью муфты, а стыковые и резьбовые узлы делаются с использованием фитингов, которые имеют раструб.
Для сваривания труб с диаметром, больше 63 мм необходимо использовать стыковую сварку. для которой не нужно применять дополнительные элементы и детали. Стыковая сварка считается самой надежной. Если для трубы с диаметром, больше чем 63 мм, есть фитинги нужного размера, то можно использовать муфтовую сварку. Для разборного соединения труб, с диаметром, больше 63 мм, применяется фланцевый стык. Для того чтобы осуществить такое соединение, необходимо иметь специальное оборудование и знания.
Совет. Перед тем как заняться сваркой, необходимо тщательно ознакомиться с процессом пайки.
Раструбная пайка
Для пайки труб с диаметром до 40 мм, чаще всего используется сварочный аппарат ручного типа, а если диаметр больше 40 мм — применяются центрирующие приспособления.
Чтобы соединить пропиленовой трубы и детали между собой, необходимо применить аппараты для сварки, которые имеют несколько специальных насадок. Насадки изготавливаются с использованием антипригарного покрытия, благодаря которому их очень легко и удобно чистить в нагретом состоянии при помощи специальной деревянной лопатки-скребка. Размеры насадок бывают разных размеров, в зависимости от диаметра трубы.
Детали перед сваркой обезжириваются и очищаются при помощи этилового, изопропилового и изобутилового спирта. Если такого под рукой нет, то применить ацетон, водку, бензин и другие очищающие вещества нельзя, поскольку они рыхлят поверхность полипропилена.
Раструбная пайка достаточно простая:
 труба разрезается труборезом или специальными ножницами по размеру;
труба разрезается труборезом или специальными ножницами по размеру;- очищаются концы фитинга и трубы от грязи, мусора и пыли;
- если труба армированная, то необходимо зачистить края при помощи шейвера ;
- насадки необходимого размера устанавливаются на сварочный аппарат;
- расположение насадок может быть разным, но ближе к концу. устанавливают те, которые будут применяться для работ на стене;
- после того как насадки будут установлены, включается аппарат с выставленной на нем температурой в 260 градусов;
- аппарат нагревается на протяжении 10−15 минут, но если в помещении температура ниже 0. то пайку труб выполнять нельзя;
- первая пайка делается через 5 минут после того, как сварочный аппарат нагреется;
- ввариваемые детали помещаются на аппарат (фитинг размещается на дорне, а труба вставляется в гильзу) и выдерживаются на нем в зависимости от размера труб, а потом нужно соединить детали, но не поворачивая их;
- дать соединенным деталям остыть ;
- сварочный аппарат очищается после каждой пайки.
Время пайки для труб разного диаметра будет отличаться:
Источник: http://teplo.guru/elementy/truby/paika-polipropilenovyh-trub.html
Пайка полипропиленовых труб своими руками — весьма полезный навык в арсенале домашнего мастера. Кроме прочего это востребованная услуга при прокладке водопровода, канализации, отопления в строительстве, ремонте дома или квартиры. Новичку, перед тем как освоить технологию пайки, полезно получить хотя бы минимальные знания о свойствах материала, видах труб, инструментах, приемах работы опытных мастеров.
Содержание
Преимущества полипропилена перед металлом
Благодаря достижениям химической промышленности в различных отраслях промышленности и быту стал использоваться синтетический материал под названием полипропилен. Материал нашел широкое применение. В настоящее время он практически полностью вытеснил металлические трубы при прокладке водопроводов холодного и горячего снабжения, отопления и канализации жилых, и промышленных зданий. Основные преимущества полипропилена перед металлом:
- легкий вес и прочность;
- длительный срок эксплуатации;
- устойчивость к перепадам температур при нагревании или охлаждении;
- отсутствие коррозии, устойчивость в агрессивных средах;
- на внутренних поверхностях полипропиленовых труб не скапливаются известковые отложения;
- армированные стекловолокном или алюминием трубы сходны с металлическими по коэффициенту теплорасширения;
- экологическая, санитарно-гигиеническая безопасность;
- простота и технологичность работы с полипропиленом;
- прочность соединения, равная прочности материалу труб;
- нет необходимости использовать сложное и дорогостоящее сварочное оборудование, используемое для соединения металлических труб.
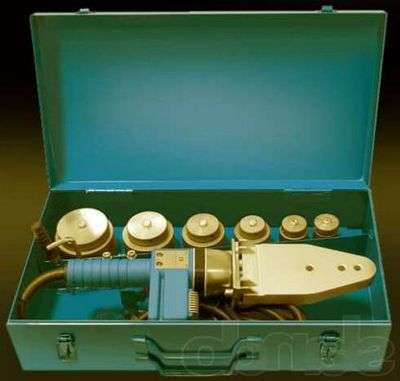
Однако самое главное преимущество полипропилена в сравнении с металлом – это низкие затраты, необходимые на транспортировку и монтаж легких пластиковых трубопроводов. Пайка полипропиленовых труб своими руками достаточно распространенное в современном строительстве дело, освоенное многими умельцами и приносящее им стабильный и высокий доход. Расценки за работу (без стоимости материала), составляют в среднем из расчета одна тысяча рублей за один метр трубы. В отдельных случаях расценки могут быть и гораздо выше, все зависит от сложности монтажа труб. При этом необходимый комплект оборудования для пайки труб недорогой, стоимость его от трех до пяти тысяч рублей, редко выше. Все инструменты помещаются в кейсе небольшого размера. Затраты окупаются после выполнения одного — двух заказов.
Принцип соединения полипропилена
Процесс сварки (пайки) полипропилена основан на соединении нагретых концов трубы и фитинга. Для надежного и правильного соединения необходимо соблюсти некоторые условия:
- температуру полипропилена перед сваркой доводить до состояния вязкой текучести в соответствии с инструкцией к сварочному аппарату;
- необходимо обеспечить плотное соединение соединяемых поверхностей;
- после соединения у мастера имеется несколько секунд для того чтобы выровнять трубу по отношению к фитингу.
Виды труб и фитингов из полипропилена
Опытные мастера для пайки полипропиленовых труб своими руками рекомендуют применять материалы известных производителей. Мы не будем останавливаться на марках труб, наименование и виды их можно легко найти в интернете. Полипропиленовые трубы подразделяют в зависимости от их назначения, например:
- только для воздуховодов и холодного водоснабжения;
- для холодного и горячего водоснабжения;
- для отопления помещений и перекачки агрессивных веществ.
По видам трубы подразделяются на следующие.
- Толстостенные полипропиленовые трубы. Их обычно маркируют (PPR). Такие трубы подходят для холодного и горячего водоснабжения, при температуре до 70 градусов и относительно невысоком давлении в системе. Такие трубы относительно недороги, легко соединяются методом пайки. Коэффициент расширения при температуре до 70 градусов составляет 1 см на 1 метр трубы. Это делает трубы малопригодными для монтажа системы отопления помещений.
Фитинги – элементы соединения труб. Существует множество видов фитингов, которые подразделяются, например: для продления трубы, разветвления, соединения труб разного диаметра, присоединения водяных кранов, счетчиков, поворотов под различным углом, заглушки труб. Вот несколько видов фитингов:
Муфта. Используются для соединения двух труб. По виду цилиндр – внутренний диаметр, соответствует наружному.
Переходник. Предназначены для соединения двух труб разного диаметра. По виду напоминают цилиндр с разным диаметром на концах.
Уголок. Используют для поворотов труб. Свойства полипропилена позволяют гнуть трубы под углом, примерно до 45 градусов. Однако это портит вид конечной работы. Поэтому для полипропиленовых труб используют уголки, обеспечивающие поворот на от 15 до 165 градусов. Чаще всего используются 45 и 90 градусные уголки. Следует отметить, что практически все фитинги продаются в двух вариантах: без резьбы, для соединения двух полипропиленовых труб, и с резьбой, для подключения к стальным трубам или гибким шлангам.
Тройники и крестовины. Предназначены для разветвления труб. При этом возможно комбинированное разветвление пластиковых труб, переходящих в металлические и так далее.
Обвод. Разные виды обводов используют для соединения труб идущих вдоль небольшого препятствия. Причем обводы бывают с наличием муфт на концах.
Существуют и иные виды фитингов, необходимость использования выявляется в процессе выполнения конкретной работы.
Особенности маркировки металлических, медных и полипропиленовых труб
До того, как начать пайку полипропиленовых труб своими руками необходимо отметить следующее: трубы, как правило, используют идентичные по диаметру тем, что были установлены ранее по строительному проекту. При этом полипропиленовые трубы маркируют по наружному диаметру, а стальные и медные по внутреннему. Например, диаметр равных по просвету труб маркируется по разному:
- стальная труба имеет маркировку – 25 мм,
- полипропиленовая труба – 32 мм.
Для пайки полипропиленовых труб своими руками обычно выбирают трубы следующих диаметров:
- подводка водоснабжения – 20 мм,
- стояков водоснабжения от 25 до 40 мм.
Для монтажа системы отопления выбирают:
Качество полипропиленовых труб
Инструмент для пайки полипропиленовых труб своими руками
Выбор аппарата (утюга) для пайки полипропиленовых труб
Пайка полипропиленовых труб своими руками: подготовительные работы
- Необходимо тщательно следить за размерами отрезков труб, перед соединением их между собой. Для этого предварительно сделать схему водопроводной разметки с замерами длины труб. В дальнейшем, при чистовой сборке водопровода необходимо учитывать, что при нагревании в сварочном аппарате труба чуточку укорачивается, примерно на 1-1,2 мм. Учитывайте изменение длины трубы при соединении с фитингом.
- Соединения трубы и фитинга необходимо выполнять аккуратно. Целесообразно использовать в работе инструменты повышающие точность и аккуратность выполненной работы – отвесы, линейки, угольники и другие. Еще один прием, используемый при соединении – это ориентация на продольную линию, используемую для разметки труб или сделанные мастером при подгонке труб.
- Внимательно следите за внешним видом стыков трубы и фитинга. При нагревании соединяемых концов на некотором расстоянии от конца трубы образуется кольцо. Важно чтобы размер его был одинаковым на всех соединениях. Новичкам рекомендую измерить глубину раструбной части насадки к сварочному аппарату. Для сварки трубы диаметром 20 мм на трубе делать отметку на расстоянии 15 мм от края трубы. Этот прием позволяет делать аккуратные, единообразные соединения.
Процесс пайки полипропиленовых труб своими руками
Соединение простых труб чуть отличается от паяния армированных труб. Вначале о пайке обычных толстостенных труб.
Выберете подходящие насадки, установите их на паяльник. Следите за прочностью соединения насадки. Плохо закрепленные насадка мешает работать, приводит к быстрой поломке аппарата. Включите паяльник, установите необходимую температуру нагрева. Ориентируйтесь по таблице, приложенной к аппарату, в которой указаны оптимальные температуры для видов труб. После достижения необходимой температуры, на всех аппаратах имеются индикаторы готовности. Далее взять фитинг и отрезок трубы, которые необходимо соединить между собой.
- Вставьте фитинг в насадку для нагрева с внутренней стороны;
- Вденьте трубу в насадку для нагрева наружной стороны трубы;
- Отсчитайте время нагревания, примерно, либо по встроенному таймеру.
Процесс нагревания и последующего соединения трубы и фитинга
Далее необходимо вынуть нагретые части и соединить их вставив трубу в фитинг. В течение нескольких секунд возможно исправить ось трубы и фитинга.
Время нагревания и соединения при пайке полипропиленовых труб своими руками
Для упрощения сверки осей на трубах часто делают продольную полоску. При необходимости, перед нагреванием, соединяют части трубы и фитинга в том положении как они будут находиться после сварки. Фломастером делают метки на трубе и фитинге. Далее, нагревание и соединение, как описано выше.
Пайка армированных фольгой полипропиленовых труб.
Отрезок армированной трубы перед соединением обрабатывают шейвером с целью снятия слоя алюминиевой фольги. Качественная зачистка от остатков фольги обеспечивает надежности соединения. Дальнейшая работа идентична сварке простых, толстостенных труб.
Видео
Ролик про пайку армированных алюминием полипропиленовых труб своими руками. На видео показан весь процесс пайки по шагам.
Источник: http://vse-postroim-sami.ru/sanitary/valves-fasonina/808_pajka-polipropilenovyx-trub-svoimi-rukami/
Применение пластиковых труб в отоплении постоянно возрастает. Монтаж пластиковых трубопроводов имеет ряд особенностей. Самым ответственным элементом в технологическом процессе монтажа является пайка труб отопительной системы.

Для соединения пластиковых труб отопления используют специальный паяльник.
Для выполнения этой работы нужно применять следующие инструменты и материалы:
- специальный паяльник для нагрева деталей;
- резак для пластиковых труб;
- инструмент для зачистки комбинированных труб;
- рулетка;
- электрический шнур-удлинитель;
- этиловый или изобутиловый спирт;
- полипропиленовые трубы;
- дополнительные комплектующие для монтажа системы отопления.
В комплект паяльника для пластиковых труб входят насадки различного диаметра и резак.
Паяльник по конструкции и принципу нагрева напоминает обыкновенный утюг. Отличается он от утюга только формой и назначением. Среди мастеров термин «утюг» закрепился за паяльником как профессиональный. В состав паяльника входят нагревательный элемент и регулятор температуры. Поверхность соединяемых деталей подогревается специальными насадками, входящими в комплект паяльника. Каждая насадка состоит из 2-х соединяющихся между собой частей. Продаются различные паяльники, цена которых различается между собой в 5 раз. Соответственно, отличается качество. Их условно можно разделить на профессиональные и бытовые. Профессиональный рассчитан на многоразовое применение.
В комплект дешевого прибора могут быть включены насадки невысокого качества. Их тефлоновое покрытие выгорит быстро. От качества покрытия насадки напрямую зависит качество соединения пластиковых деталей. Как только пластик начинает прилипать к насадке, это означает, что необходимо ее менять. При рассмотрении насадки видно, что одна ее сторона предназначена для того, чтобы нагреть деталь снаружи, другая — для внутренней поверхности соединительного элемента.
Как производится пайка?
Последовательность работы для пайки пластиковых труб такова:
- нарезка участков трубопровода до необходимого размера;
- подготовка контактных поверхностей;
- нагревание и стыковка;
- выдержка в неподвижном состоянии.
Детали на горячую насадку паяльника необходимо надевать до упора.
Полипропиленовые трубы применяются в водопроводах питьевой воды, горячего водоснабжения и для систем отопления. Назначение трубы зависит от ее типа. Для систем отопления применяются однородные трубы типа РN-20 и комбинированные типа PN-21A1. Трубы для отопления отличаются от остальных более толстыми стенками. Комбинированные трубы в середине сечения имеют слой алюминия. Кроме основных труб, в монтаже дополнительно применяется арматура. Это соединительные муфты, переходники, муфты с резьбовыми соединениями, уголки, тройники, отводы, крестовины, заглушки и разъемные соединители. Вдобавок нужны крепежные соединения труб со стенами и шаровые краны. Гибка пластиковых труб не применяется. Поэтому необходим такой разнообразный список дополнительных комплектующих.
Сам процесс пайки несложен. Утюг нагревают до необходимой температуры, которая устанавливается на терморегуляторе паяльника. Трубу и соединяемый фитинг одновременно надевают на нагретую насадку паяльника. После выдержки времени нагрева детали снимаются с насадки. Сразу же делается ввод трубы в муфту. В качестве муфты имеется в виду тройник или какой-либо другой переходник из числа дополнительных комплектующих. Сущность соединения — диффузия. Это взаимное проникновение материала трубы и муфты, с которой делается спайка. Встык трубы не соединяются.
Нужно строго контролировать температуру насадки и время нагрева деталей.
Внимание нужно уделить надеванию детали на насадку до упора. При соединении нагретых частей труб и муфт между собой, вставка производится тоже для упора. Усилие при соединении деталей нельзя увеличивать после достижения упора. С этого момента необходимо обеспечить неподвижность соединения. Дополнительный контроль достижения упора осуществляется визуально по отмеренной рулеткой и отмеченной соединяемой зоне. Правильность всех манипуляций и движений при работе приобретается опытом. При приобретении навыка время ввода не обязательно контролировать. Поэтому лучше сделать несколько опытных соединений, разрезать полученный стык и проверить качество. Свойства стыка должны быть такие же, как и соединяемой трубы. Самого стыка в разрезанном поперечном сечении не должно быть видно.
Дополнительные условия пайки
Таблица времени сварки полипропиленовых труб.
Паяют детали только из одинакового материала. Для соединения деталей они должны быть подготовлены. Подготовка заключается в отрезании до нужного размера. Отмечается также соединяемая зона. Отрезать трубу следует строго перпендикулярно оси. Для этого применяется специальный резак. Он входит в комплектацию паяльника. При пайке труб, армированных алюминием, нужно зачистить алюминиевую прослойку со стороны пайки специальным устройством. Труба, армированная стекловолокном, не зачищается.
Поверхности соединяемых деталей должны быть чистыми и обезжиренными. Для обработки их применяется этиловый или изобутиловый спирт. Растворители на нефтяной основе, такие как бензин, ацетон или уайт-спирит, употреблять нельзя. Поверхности насадок следует очистить от остатков пластика. При этом применять наждачную бумагу нельзя, чтобы не повредить слой тефлона.
Время нагрева и время процесса соединения (ввода) зависят от диаметра трубы. Время нагревания и охлаждения приводится в специальной таблице. Тут же приведено и минимальное время остывания. Время нагрева измеряется от полной натяжки детали на насадку и до ее снятия. Температура насадки при этом 260°С.
Источник: http://1poteply.ru/sistemy/montaszh/pajka-plastikovyx-trub-otopleniya.html
Иногда приходится производить замену труб и при этом сэкономить. Пайка пластиковых труб своими руками поможет это сделать.
Еще недавно пластиковые трубы были новинкой, но в последнее время стали набирать популярность и применяются для отопления и канализации.
Самым главным является то, что они стойки к коррозии. Именно из-за этого намного увеличивается их срок эксплуатации, который в два раза выше, чем у металлических, и может достигать пятидесяти лет, а то и больше.
Также они стойки к электрохимической коррозии. Из-за гладкости внутренней поверхности обеспечивается высокая проходимость после долгого использования, так как на стенках не могут образоваться никакие отложения. Совместно с такими трубами применяются фасонные части, которые могут быть металлическими или пластиковыми.
Еще одним несомненным плюсом таких труб является то, что на их поверхности не собирается конденсат. Эти и некоторые другие преимущества и обеспечивают широкое распространение пластиковых труб.
Пластиковые трубы еще удобны и тем, что вместе с ними идет полный комплект деталей, которые предоставляются изготовителем, что облегчает монтаж и ремонт пластиковых труб.
В настоящее время популярными являются трубы ПВХ, ПЭ и ПП. Трубы ПВХ популярны только в России и практически не применяются в Европе. Это обусловлено тем, что через какое-то время эти трубы начинают выделять токсины, которые горючие и при горении выделяют ядовитые газы.
Европейцы используют данный вид полиэтиленовых труб только для канализации. В России такие трубы применяются исключительно для наружных сетей водопроводной системы.
Трубы ПЭ очень популярны из-за того, что они способны выдерживать низкую температуру, что позволяет проводить монтаж полиэтиленовых труб и пользоваться канализацией и водопроводом даже в зимнее время. Чаще всего эти трубы используются для холодного водоснабжения.
Однако такие трубы подвержены изменениям свойств материала при высоких температурах. Немного более совершенными являются «сшитые» полиэтиленовые трубы, которые имеют намного более высокую прочность и стойкость к перепадам температуры.
Трубы из полипропилена – это трубы нового поколения, которые обладают многими преимуществами. Они имеют большой срок службы, низкую теплопроводность, устойчивы к высоким температурам и имеют высокую звукоизоляцию.

Пайка полипропиленовых труб
Чаще всего устанавливаются полипропиленовые трубы в качестве систем водоснабжения и канализации, также их применяют при транспортировке химических веществ и передачи жидких и газообразных веществ в дренажных системах сельского хозяйства.
Для монтажа используется сварка металлопластиковых труб.

Аппарат электромуфтовой сварки FUZOPLAST
Для сварки труб применяются несколько способов – это электромуфтовая сварка, раструбная сварка, диффузная и стыковая сварка.
Также можно соединять трубы диффузной сваркой. В ее основе лежит плавление, которое происходит при нагревании деталей, которые будут соединяться. При таком виде сварки у всех свариваемых деталей должны быть одинаковые свойства. Нужно просто нагреть детали до нужной температуры, а затем прижать друг к другу.
Для того чтобы выполнить такую сварку нужно нагреть аппарат для сварки до температуры в 260 градусов, после того, как он нагреется до такой температуры пойдет нагрев трубы, а затем фитингов.
После того, как нагреются детали, их прижимают друг к другу. Через пару секунд материал схватиться.

Такой метод гарантирует прочное и превосходное соединение, так как место шва невозможно определить. Также плюсом является то, что можно провести самостоятельный монтаж пластиковых труб — видео как это сделать, довольно просто найти в интернете.
Для установки труб из такого материала лучше всего использовать фитинги.
Однако следует помнить о том, что существуют различные виды фитингов для металлопластиковых труб, поэтому очень важно их правильно выбрать.

Фитинги
В случае использования фитингов при сварке образуется стык или раструб. При сварке в раструб нужен полимерный фитинг. При таком способе нужно проводить нагрев деталей .
При монтаже ПЭ труб лучше всего использовать компрессионные фитинги, так как их можно устанавливать в любую погоду, не нужно специальное оборудование или навыки.
В том случае, если полипропиленовые трубы устанавливаются при прокладке канализации, то нужно использовать резиновые кольца, при прокладывании водопроводной сети – сварка.
Для сварки таких труб используют компактный сварочный аппарат для плавления и нагрева. Если используются резиновые кольца, то трубы нужно вставлять друг в друга.
Для монтажа ПВХ труб используются фасонные части, к которым прилагается резиновое уплотнительное кольцо. Если проводится монтаж труб имеющих гладкую поверхность, то используют специальный клей и специальные фитинги для ПВХа. Таким методом обычно прокладываются технологические трубопроводы.
Электромуфтовый вид сварки используется, чтобы соединять полиэтиленовые трубы. Для такого вида сварки используются особые электросварные фитинги. В составе такого фитинга есть нагревательное устройство спиральной формы. Через спираль передается электрический ток под воздействием которого происходит нагревание, после этого нагревается полиэтилен и начинает плавиться.
Монтаж
Для того чтобы монтировать трубы нужно включить сварочный аппарат, закрепить насадку и нагреть их до нужной температуры. После этого отмерьте трубы и обрежьте ее .
Сделать это лучше всего при помощи специального ножа. В том случае, если использовалась армированная труба, то с нее нужно счистить алюминиевый слой. Делается это при помощи шейвера.
Подготовка к сварке пластиковых труб
После этого на сварочный аппарат нужно насадить фитинг и трубу, постепенно продвигая их навстречу. Затем подождите 10 секунд и снимите детали с аппарата и поместите трубу в фитинг .

Подготовка к сварке пластиковых труб
Источник: http://kanalizaciya-expert.ru/vnutrennyaya/truby/pajka-plastikovyx-trub-svoimi-rukami-60
В последнее время пайка труб из пластика является очень актуальной темой. Это связано с тем, что современный рынок изобилует огромным количеством моделей аппаратов для сварки труб. которые все мы привыкли называть паяльниками. И человек, которому нужно выполнить монтаж водопровода, отопления или канализации, немного ознакомившись с тонкостями такой работы, как правило, принимает решение самостоятельно ее выполнить. Все правильно: главное тщательно разобраться с технологией, выбрать хороший паяльник и запастись терпением. При таком подходе положительный результат будет в любом деле. Мы же в рамках этой статьи предлагаем найти ответ на вопрос: как паять полипропиленовые трубы?
Содержание
Инструменты и материалы для работ ↑
- Паяльник с необходимым набором насадок разных диаметров.
- Ножницы для резки пластиковых труб.
- Газовые ключи нескольких номеров: от 0 до 3.
- Герметик.
- Лен (для надежного соединения фитингов).
Технические характеристики труб ↑
Для того чтобы понять как правильно паять полипропиленовые трубы, необходимо знать их качественные параметры и классификацию.
В настоящий момент современный рынок предлагает четыре категории полипропиленовых труб:
- PN 10 – тонкостенная труба с рабочим давлением 1 МПа. Отличный материал для монтажа системы «теплый пол» (+45° С) и холодного водовода (до +20°С).
- PN 16 – подходит для создания отопительной системы с невысоким давлением, а также водопровода холодной воды.
- PN 20 – универсальная труба с рабочим давлением 2МПа. Пригодна для устройства и холодного, и горячего водопровода (+80°С).
- PN 25 – армированная алюминиевой фольгой труба с рабочим давлением 2,5 МПа. Безальтернативный вариант при устройстве отопительных систем и горячего водоснабжения(+95°С).
Успех процесса пайки зависит от типа трубы
Покупать паяльник или нет? ↑
Даже если вы знаете, как паять пропиленовые трубы, то у вас могут возникнуть сомнения относительно целесообразности приобретения паяльника. В принципе это оправданно – оборудование стоит прилично. Цена колеблется в пределах 200-600 у. е. Причем в некоторых моделях насадки не входят в комплект сварочника, значит, их нужно будет купить отдельно. А это еще дополнительные расходы порядка 15-20 у. е.
Но из этой ситуации выход можно найти: взять паяльник напрокат, или, в крайнем случае, одолжить у знакомых. Тем более это будет разумным, если вы впоследствии не планируете больше выполнять подобные работы. Но неважно, каким образом вы достали паяльник, главное, что он у вас есть. Теперь, для того чтобы лучше справиться с работой, читаем описание процесса пайки и смотрим ролик о том, как паять пластиковые трубы – видео инструкция находится в конце этой статьи. Подготовительный период закончен – пора начинать.
Технология и нюансы процесса пайки ↑
Внимание! Перед тем, как паять пластиковые трубы необходимо ознакомиться с руководством по эксплуатации сварного оборудования.

Важно правильно выбрать временной интервал спаивания
И еще одни важный факт, который важно уяснить для того чтобы понять, как правильно паять пластиковые трубы: процесс сварки происходит при температуре 260°С. Прежде чем приступить непосредственно к работе необходимо проверить температуру разогрева паяльника. В этой ситуации не нужно спешить, иначе полученный шов не будет отличаться крепостью и надежностью. О том, что паяльник готов к работе, сообщит специальный индикатор, установленный на корпусе: при достижении нагрева нужной температуры она загорится.
А вообще, сам процесс сварки пластиковых элементов действительно очень прост:
- Резаком для пластика отрезаем длину нужной длины. Если в разработке армированное изделие, то обязательно необходимо зачистить концы. В процессе нарезки нужно следить, чтобы срезы были выполнены под углом 35-45 0 .
- Рабочие детали поверхности подвергаем обезжириванию, а только потом приступаем к сварке.
- С учетом указанных рекомендаций нагреваем паяльник и начинаем пайку, не забывая при этом о безопасности – работать лучше в перчатках, особенно если опыта выполнения этой работы нет.
- Если выполняется сварка трубы и фитинга, то сначала на насадку надевается фитинг, по причине более толстых стенок. Обязательное условие – фитинг должен сидеть очень плотно на насадке, если это не так – его нужно заменить.

Готовые к соединению разогретые элементы из полипропилена
Теперь закрепим материал: для этого предлагаем посмотреть обучающий ролик, чтобы развеять окончательные сомнения в собственных возможностях.
Источник: http://stroy-aqua.com/vodoprovod_santeh/trubi/kak-payat-polipropilenovye-truby.html

Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей. Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Содержание
Классификация полипропиленовых труб
Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений.
Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории
Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения. Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды.
- PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением.
- PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С.
- PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Подготовка к сварке + нюансы процесса
В руководствах, которые описывают технологию пайки, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом. Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб. Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали.
Ручной аппарат для сварки полипропиленовых труб
Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.
Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Видео-пример проведения паяльных работ
Источник: http://aqua-rmnt.com/uchebnik/svarka/pajka-polipropilenovyx-trub.html